
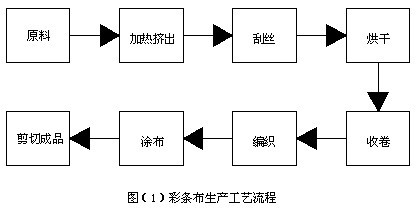
塑料彩条布主要是以丙烯、聚乙烯为原料,经螺杆挤出机挤出成塑料薄膜,塑料薄膜经刮丝、加热牵伸、回缩定型后由收卷机收卷成锭子,通过圆织机将丝线编织成彩条胚布后,送涂膜机进上胶涂覆处理,以提高塑料彩条布的强度、耐磨性和防水性能,其生产工艺流程如图(1)示:
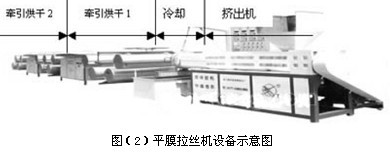
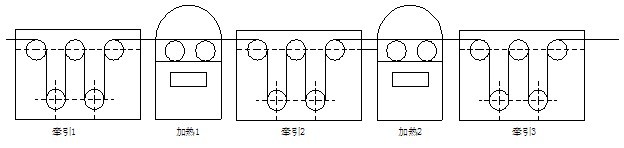
原材料经挤出机融熔挤出成薄膜,经水箱冷却后由刮丝装置进行分丝,丝线由缠绕牵引辊进行拉伸、回缩定型。根据扁丝工艺要求,扁丝一般首先牵伸3~5倍,然后回缩定型约1~2%。本机组采用三级牵伸,******级牵伸辊与******级牵伸辊间实现加热拉伸定型,******级与第三级实现回缩定型,其缠绕牵引加热装置示意图如图(3)所示。其中,牵引1、牵引2、牵引3分别通过三台电机驱动,由三台变频器控制。根据工艺要求,可随时调节两牵引单元间的速度,实现丝线适当的牵伸。
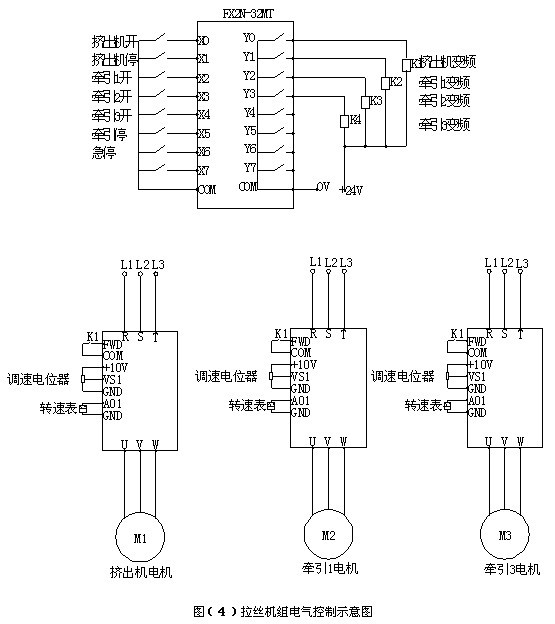
| 传动单元 | 平膜挤出机 | 牵引1 | 牵引2 | 牵引3 |
| 电机功率 | 45kW | 11kW | 11kW | 7.5kW |
| 变频器选型 | AC60-T3-045G | AC60-T3-011G | AC60-T3-011G | AC60-T3-07.5G |
| 控制器 | FX2N-32MT |

彩条胚布经加热辊3预热后,由挤出机5将融熔的塑料挤出,流到硅胶辊4与冷却辊6之间的彩条布上,由硅胶辊与冷却辊挤压涂覆。其中,冷却辊为传动辊,采用变频调速;硅胶辊为从动辊,依靠之间的摩擦力带动;收卷辊也采用变频控制,根据张力杆位置随时调节收卷电机速度。其电气控制如下所述。
3.4.2涂膜机电气控制
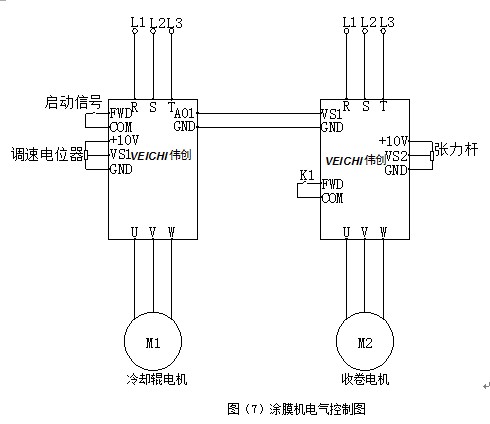
涂膜机电气控制部分主要有挤出机螺杆电机、冷却辊电机和收卷辊电机,各部分均采用变频调速。其中,挤出机变频控制方法与平膜拉丝机组中的挤出机部分相同,这里不再重复。涂膜机组中主要是冷却辊电机与收卷辊电机的调速。根据工艺要求,随着收卷卷径的增大,收卷电机的转速需要逐渐降低,这样才能保持线速度一致。由于彩条布收卷对张力要求不高,冷却辊与收卷辊间采用一个张力杆来实现恒线速度控制。冷却辊电机为22kW,4极异步电机,收卷辊电机为11kW,4极异步电机,分别选用AC62-T3-022L和AC62-T3-011L变频器,如图(7)所示。冷却辊变频器通过外部电位器给定调速信号,其模拟输出信号(0~10V)与张力杆位置反馈信号(-10V~10V)作为收卷变频器的调速给定信号。采用双道组合功能,当张力杆处于平衡位置上方时收卷变频器频率上升,当张力杆处于平衡位置下方时收卷变频器频率下降,从而保持冷却辊与收卷保持相同线速度运行。
四、调试注意事项
彩条布生产线由多个不同单元构成,各单元工艺要求不同,因而电气控制相对比较复杂。本生产线大多采用变频调速技术,使用到了变频器多种控制功能,在调试时应先熟悉生产工艺控制要求和变频器相应功能,根据现场调试主要应注意以下一些事项。
4.1丝线收卷机变频器选型
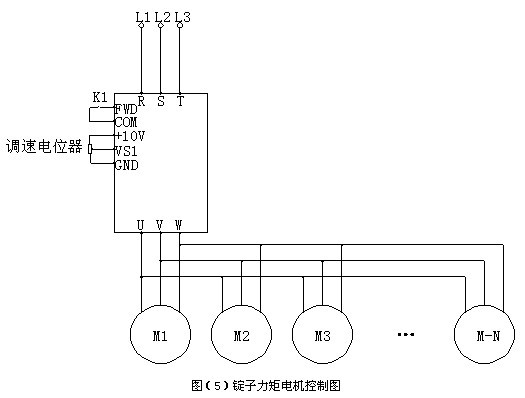
在选用变频器时先要了解各单元负载的特性,根据负载的特性选用适当的变频器。该生产线中,收卷机由原先采用可控硅控制力矩电机改为变频器控制,该收卷机正常工作时电流约为44A。因而这里选用AC80变频器加三相异步电机,替代原力矩电机收卷方案。每台变频器拖动一台普通电机,采用力矩控制模式收卷,控制精度和响应速度较力矩电机有大幅提高。详细替代方法可参见《伟创AC80矢量型变频器替代力矩电机应用方案》。
4.2涂膜机组收卷调试
根据现场调试经验,在调试变频器时一般按“先单后多,先轻后重”原则进行,即在生产线设备调试时,先对各个单元进行分别调试,各单元调试正常后再进行多单元联调,先空车调试正常后再带负载调试。由于彩条布收卷对张力要求不高,可采用给定信号与张力杆线性叠加方式来实现收卷变频器控制,其它收卷场合大多要求使用带张力控制功能的变频器来控制。
五、总结
彩条布是我们生活中常用的塑料制品,其应用广泛,由于变频调速技术的推广,各种塑料机械采用变频调速技术后,一方面提高了产品精度、设备自动化控制程度及工作效率,另一方面减少了设备维修成本,并达到一定的节能效果。
 内容编辑
内容编辑